

Опорные и упорные ролики печи
Описание
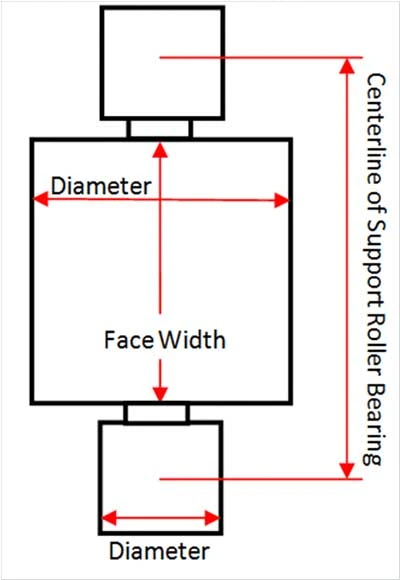
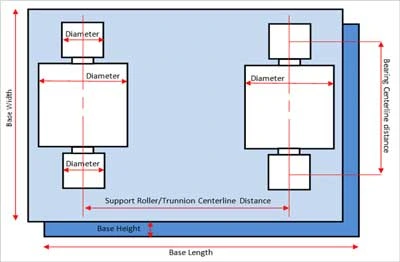
Опорные ролики — это тяжелые стальные цилиндры большого диаметра с обработанными цапфами по торцам. Каждая сборочная единица состоит из вала (цапфенного или цельного), подшипников качения либо скольжения, корпусов подшипников и фундаментной плиты. Диаметр обода обычно находится в диапазоне 800–2200 мм, ширина рабочей поверхности — от 400 до 1 000 мм. Рабочая поверхность ролика и бандажа контактирует по полосе шириной 100–300 мм. Это позволяет распределять нагрузку и минимизировать удельное давление.
Вращающаяся печь монтируется под углом 2,5–4,5 градуса, чтобы обеспечивать продольное перемещение материала от загрузочного конца к разгрузочному. Из-за этого наклона и силы трения между бандажами и опорными роликами возникает постоянная осевая составляющая, направленная вниз по уклону. Если оси зубчатого венца и роликов не выставлены строго параллельно, появляется дополнительная осевая сила, которая может многократно превышать расчетную. Корпус печи с футеровкой, материалом и гарнитурой обладает массой в сотни тонн и длиной десятки метров. Поэтому даже небольшое осевое смещение приводит к:
- неравномерному износу бандажей;
- повышенной вибрации;
- росту энергопотребления;
- риску повреждения футеровки.
Упорный ролик вращающейся печи располагается в центральной части агрегата, непосредственно рядом с большим зубчатым венцом. Обычно его устанавливают с одной стороны бандажа, иногда — с обеих для симметричной фиксации. Рабочий зазор между торцевой поверхностью бандажа и боковой поверхностью упорного ролика поддерживают в пределах 10–20 мм с каждой стороны. Допустимое осевое перемещение корпуса составляет 20–40 мм, а полный цикл подъема-опускания происходит примерно 1–2 раза за смену. Именно такая кинематика позволяет равномерно распределять износ по ширине контакта бандажа и опорных роликов.
Без исправно работающего упорного узла корпус начинает «гулять» вдоль оси. Это вызывает ускоренный износ зубьев венца, нарушение центровки привода, перегрев подшипников и даже аварийные остановки. Своевременная замена роликов позволяет избежать этих проблем и поддерживать стабильную производительность на протяжении многих лет.
Технология производства предусматривает несколько обязательных этапов:
- Сначала по чертежам заказчика изготавливается деревянная модель. Затем посредством программы Huazhu CAE выполняется моделирование заполнения формы расплавом, охлаждения и усадки, чтобы исключить риск усадочных раковин и трещин.
- После этого проводят плавку в электродуговой или индукционной печи, заливку, выдержку в форме, выбивку, очистку поверхности, нормализацию, высокий отпуск, черновую токарную обработку, ультразвуковой контроль, чистовую обработку, окончательный контроль и консервацию перед отгрузкой.
Типы
Упорные ролики подразделяются на две категории по принципу работы и управления осевым положением:
- Механические. Устанавливаются парами — по одному ролику с каждой стороны бандажа, примыкающего к зубчатому венцу. Узел функционирует в пассивном режиме — ролик контактирует с торцом бандажа только при достижении предельного смещения. Конструкция отличается простотой, низкими расходами на изготовление и обслуживание. Поэтому ее применяют на печах диаметром до 5,0–5,5 м и средней производительности.
- Гидравлические. Предназначены для крупных печей диаметром от 5,5 м и выше. Узел монтируют под бандажом рядом с зубчатым венцом. Полый вал ролика опирается на 2 параллельных опорных вала, жестко закрепленных на фундаментной раме. Гидроцилиндр через шток и систему рычагов перемещает полый вал вдоль опорных валов, активно сдвигая корпус вверх или вниз по наклону. Скорость и амплитуда перемещения регулируются автоматически или вручную. Это обеспечивает идеально равномерный износ бандажа по всей ширине и существенно увеличивает межремонтный период.
Опорные ролики выпускаются в стандартном исполнении с возможностью индивидуальной адаптации — диаметр обода, ширина рабочей поверхности, диаметр цапфы печи, тип подшипников (качения или скольжения с принудительной смазкой), материал вала и твердость поверхности. Все изделия проходят термообработку для достижения твердости 190–260 HB в зависимости от марки стали и условий эксплуатации.
Гарантия
AGICO CEMENT обеспечивает полный цикл послепродажного обслуживания. Специалисты компании выполняют шефмонтаж на площадке заказчика, проводят пусконаладочные работы, организуют пробную эксплуатацию под рабочей нагрузкой и обучают персонал правильной регулировке зазоров и контролю состояния узлов. На опорные и упорные ролики предоставляется гарантия 12 месяцев с даты ввода в эксплуатацию. После завершения гарантийного срока сохраняется право на пожизненное техническое сопровождение — консультации, диагностику, поставку запасных частей, выездные ремонты и модернизацию существующих узлов.
Каждое изделие проходит многоуровневый контроль — визуальный осмотр, измерение геометрии, ультразвуковую дефектоскопию, магнитопорошковый контроль цапф, цветную дефектоскопию поверхности. Наличие сертификатов ISO9001, ISO14001 и отраслевых стандартов подтверждает соответствие продукции требованиям цементной промышленности. При замене роликов рекомендуется одновременно проверять состояние бандажей, осей, подшипников и систем смазки, чтобы обеспечить максимальный ресурс всего узла.
Наши специалисты помогут подобрать оптимальное решение для вашего производства





